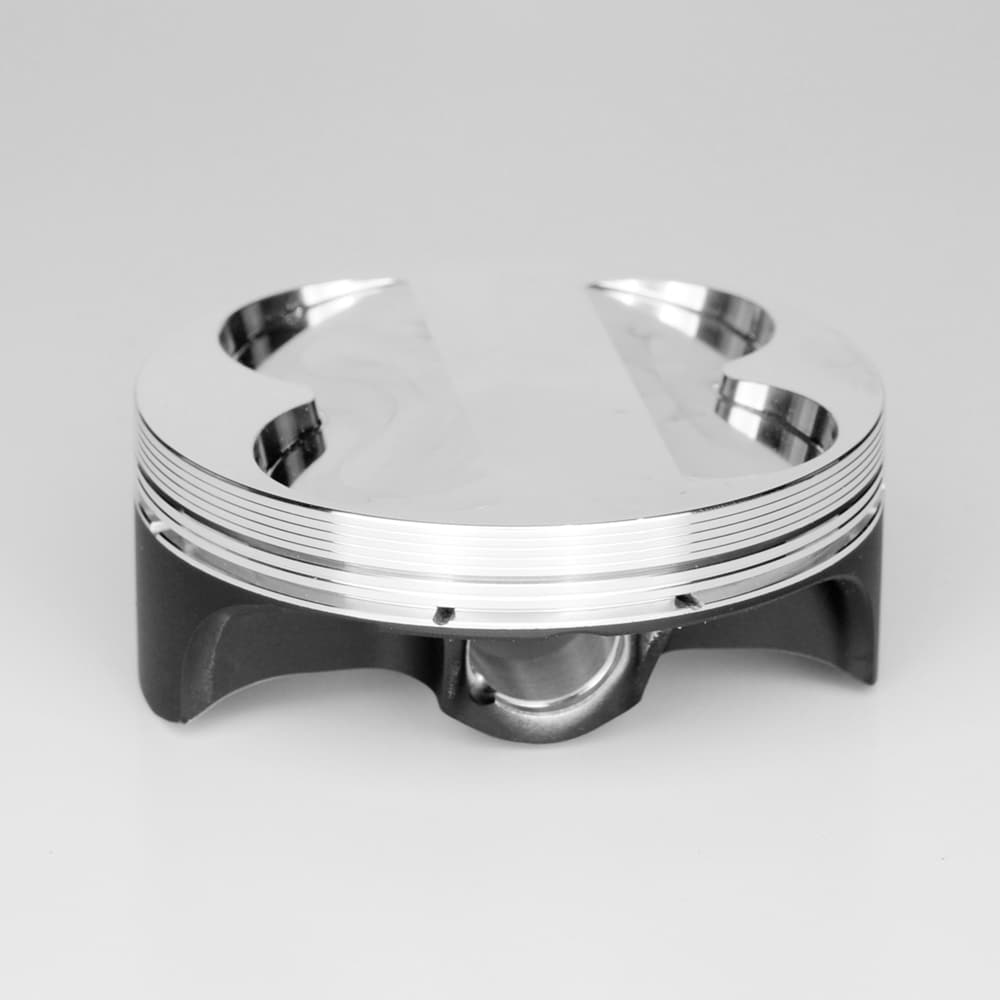
CP Carrillo Forged High Compression Pistons (12.8:1) Stock Bore (70mm) 2 ring design – Kawasaki Ninja 400
$572.33
FREE US Shipping on this item!
Description
Full Kit, 2 Pistons and Hardware
Kit Includes:
• 2 Pistons
• Piston Rings
• Piston Pins
• Pin Clips
Each forging is designed using an advanced 3D modeling software package and is qualified through a rigorous Finite Element Analysis entity. 3D modeling enables CP to check thicknesses and weights before manufacturing allowing CP to produce the strongest and lightest part for your application. CP has developed proprietary tooling, dedicated cutters and unconventional fixtures to ensure that each piston is produced to the highest quality. Our 5-axis machining techniques allow us to create any piston while our computerized electronic inspection equipment makes sure we manufacture parts to the tightest tolerances in the industry.
CP Standard Features include:
Anti Detonation Grooves (Contact Reduction Grooves) are grooves that protect the top ring by disrupting detonation waves. Also know as contact reduction grooves, these grooves limit the piston/cylinder contact during high temperature and RPM.
Accumulator Groove is a V shaped groove machined in the 2nd ring land to collect excess blow-by between the top and second ring. This groove collects residual gasses during combustion and alleviates top ring flutter while increasing ring seal.
CP groove stands for Constant Pressure Groove. This groove works as a channel on the lower part of the top land that equalizes pressure to the back of the top ring groove. When used in combination with lateral gas ports, the CP groove helps keep gas ports clear of carbon build up. In addition, the CP groove prevents the top land from smudging into the top ring if the land rubs the cylinder bore.
Double Pin Oilers in conjunction with our dual fed reservoir add twice the amount of oil from the cylinder wall to the wrist pin.
X-Forgings are designed to minimize friction and reduce weight without compromising strength. With the use of bracing and ribs, the forging is configured by adjusting the weight balance between high and low stress areas. This design enables the use of a shorter pin for added strength and weight savings.
Radius Domes are used to maximize quench while eliminating possible hot spots that promote detonation.
Cam and Barrel: Extensive research and development has been done to find the optimum skirt shape for each piston. Having the correct cam and barrel on a part promotes the following:
1. Tighter clearances
2. Less noise
3. Better ring seal
4. More power
5. Durability
Depending on the forging and application, different cam and barrel profiles are utilized for maximum performance. Each new design is thoroughly researched and modeled on sophisticated 3 dimensional software to ensure maximum strength and weight savings. The model is then transferred to an advanced Finite Element Analysis program to optimize design parameters for maximum strength and durability. A rapid prototype is then created to finalize design.
Advanced machining techniques enable CP to virtually create any shape on a piston. Strict quality control allows us to hold the closest tolerances in the industry. Among the many unique technological advances CP Pistons uses to ensure a performance edge, Maximum Internal Lightening (MIL) has quickly become one of the most effective.
Although CP Pistons has one of the largest ranges of forgings available in the industry, there are still times when a customer’s requirements may result in a piston that is not an ideal match to the forging used. As a result, some areas may be thicker than the specific application may require. As we all know, more weight means a slower acceleration curve and more strain on the other internal components.
The CP Piston MIL process allows for the removal that unnecessary material, freeing up that horsepower and reducing the load on the other components in your engine. MIL is CP Pistons’ proprietary technology that creates a very lightweight piston, cutting away the excess material along the inside of a piston to match the contour of the external features.
CP Piston engineers use their knowledge of piston design, their in-house computer modeling software which can utilize FEA, and the performance needs of each individual customer to decide precisely how much inner material can be removed without decreasing reliability. Each internal profile design is perfected then machined on four and five axis CNC mills.
Additional information
| Weight | 2 lbs |
|---|---|
| Dimensions | 12 × 6 × 3 in |
You must be logged in to post a review.






Reviews
There are no reviews yet.